В текущей семилетке объем производства предварительно напряженных конструкций должен составить 25% о г всего выпуска сборного железобетона.
Существуют следующие методы натяжения напряженной арматуры: натяжение арматуры до бетонирования (предварительное напряжение); натяжение арматуры на отвердевший бетон (последующее напряжение).
Предварительное натяжение арматуры
Предварительное натяжение арматуры производится: для струно — бетонных изделий — механическим способом с закреплением струн на стендах; для изделий, армируемых стержнями, — на стендах и на формах — механическим и электротермическим способами.
Комплект оборудования для натяжного стенда (конструкции института Гипростройиндустрии) состоит из передвижного бухтодержателя, установок для протаскивания арматуры и сварки, гидродомкрата для натяжения и бетонораздатчика. Зажимы для закрепления концов проволоки приведены на рис. 66 и 67.
При изготовлении изделий на стенде со стержневой арматурой рольганг и тележка со сварочным аппаратом устанавливаются так, чтобы свариваемые стержни располагались вдоль форм, в которые они будут укладываться. Стержневая арматура натягивается специальным малогабаритным домкратом. Бетонораздатчик с консольным ленточным питателем установлен на тележке с поворотной платформой Желательно формы установить с паровыми рубашками.
При поточно-агрегатной технологической схеме изготовления изделий натяжение арматуры передается на фермы. Иногда операция натяжения стержневой арматуры совмещается с ее силовой калибровкой.
Для захвата и зажима одиночных арматурных стержней при их натяжении применяют различные устройства.
Стержневой анкер (хвостовик) с нарезной гайкой (рис. 68) приваривается на стыковой машине к арматурным стержням любого диаметра Нарезка на хвостовике выполняется на токарном станке или накатывается Хвостовик изготовляется из стали той же марки, что и основной стержень, но диаметром больше диаметра стержня (с учетом ослабления сечения нарезкой). Если основной стержень предварительно подвергается силовой калибровке, то силовую калибровку должен пройти и хвостовик, иначе в процессе натяжения основного стержня после приварки хвостовиков резьба на них будет повреждена.
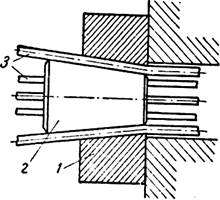
Рис. 66. Клиновой зажим пучка проволок:
1 — шайба; 2 — конусная пробка; 3 — проволочная арматура.
Цанговый анкерный зажим (рис. 69) состоит из цилиндрической гильзы с конической расточкой, в которой помещаются два конических сухаря. Внутренняя поверхность сухарей имеет профиль арматуры, наружная поверхность гильзы — нарезку с гайкой, которой закрепляется арматура после ее натяжения. Детали зажима изготовляются из качественной стали и подвергаются термообработке. Зажим устанавливается на натягиваемом конце стержня. Основные размеры зажима приведены в таблице 209.
Размеры цанговых зажимов для стержней периодического профиля
Электротермический способ натяжения арматуры основан на свойстве стали расширяться при нагреве и сокращаться при остывании. Этот способ применяется для натягивания стержней из стали с пределом текучести до 10500 кг/см2 как до бетонирования, так и на отвердевший бетон. На торцах формы, в которой изготовляется изделие, на строго замеренном расстоянии надежно закрепляют упоры, затем точно по размерам нарезают стержни. Перед нагреванием концы стержней утолщаются сплющиванием на специальном станке, а также приваркой коротышей или петли (рис. 70 А). При этом расстояние между утолщениями на концах стержня должно быть меньше расстояния между внешними гранями упоров на величину, определяемую расчетом (рис 70 Б). В течение примерно 2 минут стержни нагреваются до температуры 300— 400° и удлиняются до величины 1 +5 мм (температура нагрева также рассчитывается).
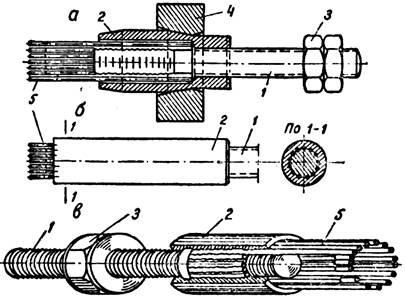
Рис. 67. Пучковый зажим с нарезным стержнем:
а — вид зажима до протяжки; бив — после протяжки; 1 — стержень с нарезкой; 2 — гильза; 3 — гайка; 4 — обжимное кольцо; 5 — арматура.
При остывании стержни получают заданное напряжение. Для нагрева стержней используют электросварочные трансформаторы Напряжение натягиваемой арматуры контролируется по удлинениям путем точных замеров длины стержней между выступами перед электронагревом, после электронагрева и после полного охлаждения.
Таблица 209
| Расчетный диаметр арматуры В мМ | D1 в мм | D2 в мм | D3 в мм | L в мм | Максимальное усилие в т |
| 12-14 | ЗМ 52*1,5 | 70 | 55 | 68 | 5,5 |
| 16-18 | ЗМ 56*2 | 85 | 60 | 72 | 9,0 |
| 20-25 | ЗМ 64*2 | 90 | 65 | 75 | 17,0 |
| 28-32 | ЗМ 80*2 | 100 | 75 | 85 | 30.0 |
На рис. 71 показана схема установки для натяжения арматурных стержней электротермическим способом. Установка представляет собою два узла пневмозажимных электродов, смонтированных на отдельных станинах. Левый электрод наглухо связан с опорой, правый — опирается на ролики и может перемещаться в продольном направлении в пределах имеющихся на станине упоров Между электродными станинами имеется изолированная подставка для поддержания стержней и предотвращения провисания их в процессе нагрева.
Включение стержней в электрическую цепь производится на некотором расстоянии от их концов для того, чтобы после нагрева стержней их
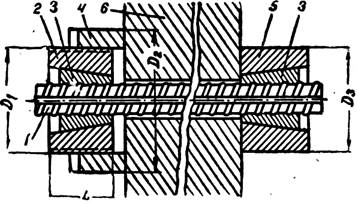
Рис. 69. Цанговый зажим для стержней периодического профиля:
1 — арматурный стержень; 2 и 5 — гильзы с коническим отверстием; 3 —сухари; 4 гайка; 6 — железобетонная конструкция.
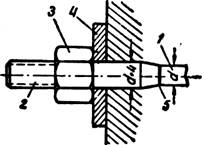
Рис. 68. Стержневой анкер:
1 — арматурный стержень; 2 — хвостовик; 3 — гайка; 4 — шайба; 5 — сварка.
можно было брать за концы руками. Нагретые стержни переносятся к подготовленной и установленной рядом с площадкой нагрева форме с открытыми торцовыми бортами и укладываются таким образом, чтобы анкерные головки или коротыши после остывания упирались своими торцами в наружные грани упоров При остывании в стержнях возникают растягивающие усилия вследствие препятствия упоров укорочению стержней. После эгого форма с арматурой подается на вибростол, где с помощью бетоноукладчика заполняется смесью, которая уплотняется вибрированием и транспортируется в пропарочную камеру. По достижении бетоном прочности 150—200 кг/см2 изделие вынимают из камеры и распалубливают. Концы арматуры, выступающие из торцов изделия, перерезаются, усилия от арматуры передаются на бетон, который получает предварительное сжатие.
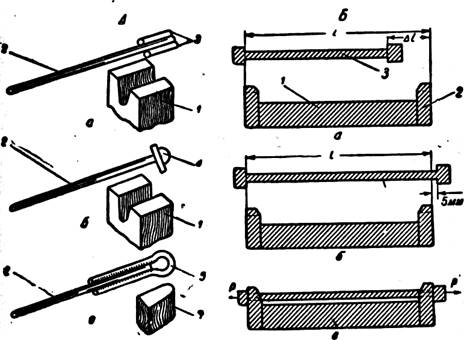
Рис. 70. А Способы закрепления стержней на упорах: а — приварка коротышей; б—осаживание конца стержня; в — приварка петли; / — упор, 2—арматурный стержень, 3 — коротыши длиною 50—60 мм, 4 — сплющенный конец стержня; Ь — петля из полосовой стали 25*6 мм. Б. Схема электронагрева стержня: — до нагрева; б — после нагрева, в — после остывания; 1 — форма; 2 — упор;
3 — стержень.
Преимущество электротермического метода предварительного напряжения арматурных стержней заключается в его простоте, более низкой стоимости и трудоемкости, чем при применении механического метода натяжения арматурных стержней. На электронагрев арматурных стержней расходуется в среднем 1,4—1,5 квт-ч электроэнергии на 1 м2 бетона изделий. Затраты труда меньше по сравнению с механическим способом натяжения на 25%.
Последующее натяжение арматуры
Последующее натяжение арматуры применяется при составных и цельных конструкциях типа балок, ферм и т. д. Составные элементы изготовляются на заводах или полигонах, а укрупнительная сборка самих конструкций и последующее натяжение арматуры производятся на месте монтажа. При изготовлении элементов конструкций в теле бетона устраиваются каналы круглого сечения для пропуска пучков или стержней арматурной стали. Такие каналы образуются путем укладки в форму перед бетонированием стальных или резиновых труб, которые вовлекаются из бетона через 1,5—2 часа после уплотнения бетонной смеси.
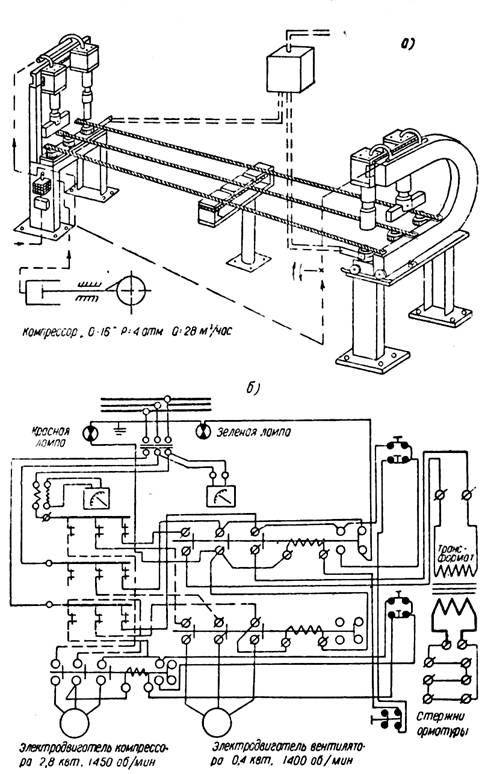
Рис. 71. Схема установки для натяжения арматурных стержней электротермическим методом:
После натяжения арматуры каналы заполняются цементным раствором. Раствор нагнетается растворонасосом через патрубки из тонкой листовой или кровельной стали, которые закладываются одновременно с трубами для образования каналов через 2—3 м протяженности канала. После укрупнительной сборки в каналы, строго совмещенные по длине, с помощью специального наконечника-челнока и ручной лебедки протягиваются пучки рабочей арматуры или отдельные стержни. По окончании протяжки, выверки и сборки производят заделку стыков цементным раствором и, когда раствор приобретет прочность не менее 150 кг/см2, с помощью передвижных домкратов натягивается арматура. Натяжение контролируют показаниями манометра. Арматурные стержни, применяемые для последующего натяжения, предварительно подвергаются силовой калибровке.
Армирование конструктивных элементов струнобетонными брусками и досками целесообразно при массовом изготовлении однотипных изделий. При этом по относительно сложной технологии с предварительным натяжением изготовляется только незначительная часть конструкций (4—12%). Это позволяет намного упростить изготовление предварительно напряженных конструкций и снизить трудоемкость.
Конструкции и детали, армируемые струнобетонными элементами, можно изготовлять на заводах и полигонах по обычной технологии.