Контрольные испытания прочности крестовых соединений сварных арматурных сеток и каркасов следует выполнять по ГОСТ 10922—75 на контрольных образцах, изготовленных вместе с каждой партией каркасов и сеток из сталей тех же марок и диаметров и при тех же режимах сварки или вырезанных из готовых изделий.
Контрольные испытания могут быть выполнены с помощью прибора ПА-7 без изготовления или вырезки контрольных образцов.
Для сеток, в которых соединения продольных и поперечных стержней имеют только монтажное значение, допускается вместо испытаний соединений на прочность проверять качество сварного соединения разрушением узла молотком с последующим внешним обследованием сварной точки. В этом случае соединение должно удовлетворять следующим требованиям: сварная точка в изломе должна быть блестящей, без пор, раковин и без потемнения по периметру; сварная точка должна быть окружена гратом, то есть расплавленным металлом, выдавленным при сварке наружу; соединение должно разрушаться с вырывом металла. Наличие венчика темного цвета по периметру точки характеризует непровар. Поры и раковины являются следствием пережога, наличия ржавчины или загрязнения стержней в месте сварки.
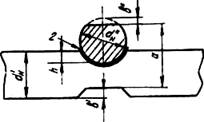
Рис. 21. Схема сварного крестового соединения:
B» – глубина вмятин от электродов; г – грат; dH , dH – номинальные диаметры стержней
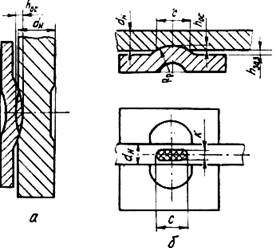
Рис. 22. Схемы нахлесточных соединений:
А – для замера осадки соединения; б – для расчета площади сварной точки; hОо— величина осадки; dH – диаметр анкерного стержня; hЗаз— зазор; RР – радиус кривизны рельефа; с и к – размеры сварной точки
Площадь сварной точки, обеспечивающая равнопрочность нахлесточных соединений закладных деталей, полученных контактной рельефной сваркой, должна соответствовать величине, определяемой по формуле
![]()
Где FCb – площадь сварной точки, мм2: FD – площадь поперечного сечения арматурного стержня, мм2; ?В. ст – временное сопротивление разрыву стержня арматурной стали, МПа, по ГОСТ 5781—75; ?В. пл – временное сопротивление разрыву стали плоского элемента закладной детали, МПа, по ГОСТ 380—71 *.
Приближенные значения площади сварной точки и осадки стержня в рельеф пластины (рис. 22), обеспечивающие получение равнопрочного нахлесточного соединения стержня с плоским элементом закладной детали при одной сварной точке, представлены в табл. 92 [31].
| Показатели | Обозначение | Единица измерения | Класс арматурной стали | ||
| A-I | A-II | A-III | |||
| Величина осадки | HOc | Мм | 0,25 dH | 0,3 dH | 0,35 dH |
| Площадь сварной точки | FCb | Мм2 | 1,3 dH2 | 1,6 dH2 | L,87 dH2 |
| Примечание. При недостаточной величине осадки следует увеличить время прохождения сварного тока tСв или силу тока IСв. | |||||
Отклонение оси арматурного стержня относительно центра рельефа при рельефной сварке тавровых соединений допускается не более 0,1 dH.
При дуговой сварке под флюсом таврового соединения арматурного стержня с плоским элементом закладной детали правильность выбранного режима сварки может быть определена визуально. Образование вокруг стержня равномерного венчика расплавленного металла высотой от 3 до 10 мм, а для тавровых соединений из стержней диаметром 16—40 мм—6—10 мм и образование на обратной (от привариваемого стержня) стороне плоского элемента (при ? ? 15 мм и отсутствии окалины) пятна цвета побежалости свидетельствуют о правильно выбранном режиме сварки.
Отклонения размеров и параметров изготовленных закладных деталей от проектных не должны превышать: габаритные размеры плоских элементов ±0,5 мм; расстояние между плоскими элементами деталей типа «закрытый столик»: при расстоянии до 250 мм ±3 мм, при расстоянии свыше 250 мм ±5 мм; положение в плане плоских элементов деталей типа «закрытый столик» ±3 мм: размеры анкерных стержней по длине для деталей типа «открытый столик» ±10 мм; расстояния от одного из крайних анкерных стержней до любого другого анкерного стержня ±5 мм.
Образцы для механических испытаний сварных соединений закладных деталей следует вырезать из готовых изделий.
Если вырезать контрольные образцы закладных деталей из готовых изделий невозможно, то эти образцы изготовляют параллельно с основными соединениями на тех же режимах и из тех же материалов.
Сварные узлы закладных деталей тавровых и нахлесточных (без отгибов стержня) соединений испытывают в соответствии с ГОСТ 10922—75.
Узлы закладных деталей нахлесточных соединений с отгибом стержня испытывают после предварительного отгиба стержня параллельно плоскости пластины.
Результаты контрольных обмеров сварных арматурных изделий и закладных деталей следует записывать в журналах с указанием даты, фамилии арматурщика или сварщика, типа изделия, партии металла, а также наименования конструкции, объекта строительства или заказчика, для которых предназначается данное изделие.