Для обеспечения равномерной передачи усилия от натянутого стержня на упоры форм и поддонов высаженные головки рекомендуется снабжать опорными шайбами или втулками с конусными отверстиями. В качестве опорных используют черные шайбы болтовых соединений. Резку стержней при подготовке к высадке головок производят с точностью по длине ±5 мм, при этом торцы стержня должны быть перпендикулярны к его оси. Перекос торцевой поверхности по отношению к оси стержня допускается не более величин, приведенных на рис. 27.
При изготовлении высаженных головок на арматурной стали классов A-IV, Αт-IV, A-V, Αт-V рекомендуется:
Расстояние между наружными гранями неподвижных контактов зажимов машин для высадки головок или наружной гранью неподвижного контактного зажима машины и упором на стеллаже устанавливать с помощью шаблона; стержни для высадки головок укладывать так, чтобы их концы выступали за торцы неподвижных контактных зажимов или матриц на величину 2,5 d, где d – номинальный диаметр стержня;
Конец стержня перед высадкой головки нагревать до температуры 950—1100 oC – для горячекатаной арматуры классов A-IV и A-V и 850—950 0C – для термически упрочненной арматуры классов Αт-IV и Αт-V;
Во избежание искривления концов стержня перед высадкой головок торец стержня оплавить. Для этого высадочный электрод при включенном токе прижать к торцу стержня с небольшим усилием, которое затем плавно увеличивать;
Высадку головки при сжатии стержня производят при выключенном токе или путем импульсного нагрева при максимальном усилии обжатия;
Медленное остывание головок на стержнях горячекатаной стали классов Αт-IV и A-V обеспечивать путем складирования стержней с высаженными головками в закрытые короба или повторно нагревать концы стержней с головками до 750—800 °С;
Неостывшие головки предохранять от резкого охлаждения и соприкосновения с водой;
Избегать пережогов в контактах машин. Для этого, при необходимости, концы стержней следует зачищать и периодически не реже чем три раза в смену чистить электроды. Форму поверхности контактов электродов следует принимать в соответствии с CH 393-78.
Готовые временные концевые анкеры в виде высаженных головок должны отвечать следующим требованиям; диаметр отверстий шайб может отличаться от наружного диаметра стержня не более чем на 2 мм, опорная поверхность высаженной головки должна быть перпендикулярна и симметрична относительно оси стержня. Ширина выступа должна равняться 0,4 d + 2 мм.
Для обеспечения требуемой точности предварительного напряжения арматуры при использовании инвентарных зажимов необходимо учитывать смещение губок зажимов относительно корпуса 5 (табл. I04).
Таблица I04
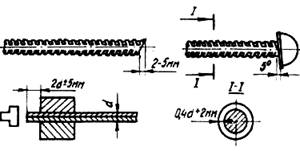
Рис. 27. Требования к расчету анкеров типа «высаженная головка»
| Диаметр арматуры, мм | Величина смещения губок зажима S, мм, для арматуры | Диаметр арматуры, мм | Величина смещения губок зажима, S, мм для арматуры | ||||||
| Стержневой | Канатной | Стержневой | Канатной | ||||||
| При σ0 = 0,4 RAН | При σ0 = ‑0,9 RAН | При σ0 = 0,4 RAН | При σ0 = ‑0,65 RAН | При σ0 = ‑0,4 RAН | При σ0 = 0,9 RAН | При σ0 = 0,4 RAН | При σ0 = 0,65 RAН | ||
| 10-12 | 2,3 | 3,3 | 3 | 3,7 | 22 | 4 | 5,8 | — | — |
| 14 | 2,6 | 3,8 | 3,3 | 4,2 | 25 | 4,4 | 6,6 | — | — |
| 16 | 3 | 4,3 | 3,5 | 4,6 | 28 | 4,9 | 7,4 | — | — |
| 18 | 3,3 | 4,8 | 3,7 | 4.9 | |||||
| 20 | 3,6 | 5,4 | 4 | 5.4 | 32 | 5,4 | 8,2 | — | — |