Выверка оборудования на установочных гайках 9 (рис. 92,5). При этом способе выверки болты должны иметь удлиненную до 6d (где d — диаметр болта) резьбу. Оборудование выверяют либо на установочных гайках с помощью упругих элементов, либо непосредственно на установочных гайках. В качестве упругих опорных элементов используют металлические тарельчатые, резиновые или пластмассовые шайбы. Выверяют оборудование с помощью шайб 8 в определенной последовательности: устанавливают установочные гайки 9 с шайбами 8 так, чтобы верх шайбы был на 1…2 мм выше проектной отметки установочной поверхности оборудования 4 устанавливают на шайбы 8 оборудование и выверяют его с помощью гаек 9. Непосредственно на установочных гайках оборудование выверяют, регулируя положение гаек на болтах по высоте. По окончании выверки установочные гайки выгораживают опалубкой и производят подливку бетонной смеси. После схватывания бетонной смеси (через 2…3 сут после подливки) опалубку удаляют и производят окончательную затяжку болтов, предварительно опустив установочные гайки на 3…4 мм. Оставшиеся ниши заполняют раствором, используемым для подливки.
При выверке оборудования на установочных гайках с использованием конических болтов с распорными цангами (см. рис. 88, б) или с распорной втулкой (см. рис. 88, в) для их фиксации в фундаменте устанавливают дополнительно гайки с шайбами (рис. 93).
Выверка оборудования на пакетах металлических подкладок (см. рис. 92,5). Пакеты металлических подкладок 12 применяют в качестве постоянных (несущих) или временных (выверочных) опорных элементов. Пакеты набирают из стальных или чугунных подкладок толщиной 5 мм и более. Проектный уровень установки оборудования достигается с помощью регулировочных подкладок толщиной 0,5… 5 мм.
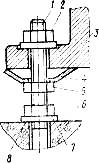
Рис. 93. Выверка оборудования на установочных гайках с помощью тарельчатых шайб, установленных в скважины готовых фундаментов:
1 — болт, 2 — крепежная гайка, 3— оборудование, 4 — тарельчатая шайба, 5 — установочная гайка, 6 — фундамент, 7 — вспомогательная гайка, 8 — шайба
Подкладки в пакетах, используемых в качестве постоянных опорных элементов, должны быть плоскими, без заусенцев, выпуклостей и впадин. В состав пакета кроме плоских могут входить клиновые подкладки. Допускается не более пяти подкладок в пакете, включая и тонколистовые. Поверхность бетона фундамента под пакетами подкладок предварительно тщательно выверяют. После окончательной затяжки болтов подкладки прихватывают между собой электросваркой. В основном применяют стальные подкладки. Размеры подкладок зависят от массы машин:
| Масса машин, τ | Размеры подкладок, мм |
| >100 | 250X120X80*(60*; 40; 30); 200X100X20(10; 5) |
| 30…100 | 200X100X50**(30; 20); 150X100X10(5) |
| 10… 30 | 150x100x30** (20); 120X80X10(5) |
| <10 | 120X80X20(10; 5) |
Примечание. * — чугунные, ** — чугунные или стальные, остальные стальные.
Оборудование подливают бетонной смесью, цементно — песчаными или специальными растворами после предварительной (для конструкций стыков вида 2) или окончательной (для конструкций стыков вида 1) затяжки гаек болтов.