Для завивания и ломания стружки применяют следующие способы:
1) образование на передней поверхности инструмента канавок;
2) образование на передней поверхности инструмента уступов;
3) пайка на переднюю поверхность инструмента специальных пластинок из твердого сплава или из инструментальных сталей;
4) применение накладных стружкозавивателей и стружколомателей.
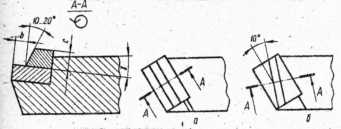
Рис. 13. Накладной стружколоматель
Канавки на передней поверхности получают абразивной заточкой или электроэрозионным способом. Для канавок (рис. 11) при работе с подачами до 0,8 мм принимается R = 4… 6 мм, а при работе с подачами более 0,8 мм – R = 10… 12 мм. Основной недостаток завивания стружки посредством канавок – повышенный расход твердого сплава.
Уступы на передней поверхности образуются главным образом абразивной заточкой (рис. 12). Размеры ширины уступа зависят от условий обработки (табл. 28).
Пайка на переднюю поверхность специальных пластинок из твердого сплава может производиться в двух положениях. При параллельном расположении специальной пластинки относительно режущей кромки будет происходить завивание стружки в виде длинных спиралей (рис. 13, а), а при расположении специальной пластинки относительно режущей кромки под углом 10° – стружколомание (рис. 13, б). Расстояния b от режущей кромки до специальной пластинки рекомендуются такие же, как и ширина уступа при абразивной заточке, а толщина с специальных пластинок обычно принимается равной 6… 8 мм.
Для завивания и ломания стружки применяются также накладные стружкозавиватели различных конструкций. К накладным стружкозавивателям и стружколомателям относятся и прижимные (крепежные) детали в резцах с механическим креплением режущих твердосплавных пластинок.
В связи с современным уровнем развития промышленности большое значение имеет применение различных конструкций инструмента с механическим креплением многогранных неперетачиваемых пластин и монолитного твердосплавного инструмента, особенно мелкоразмерного монолитного инструмента с вышлифовкой по целому.

Рис. 11. Форма канавки для стружкозавивания
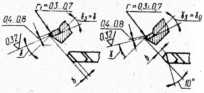
Рис. 12. Форма уступов для стружколомания
Таблица 28
| Глубина резания, мм | Ширина уступа, мм, при подаче на один оборот, мм | ||||
| До 0,3 | 0,3…0,4 | 0,45… 0,6 | 0,6…0,7 | 0,7., 1,0 | |
| До 1,5 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 |
| 1,5. .6 | 2,5 | 3,0 | 4,0 | 4,5 | 5,0 |
| 6… 12 | 3,0 | 4,0 | 5,0 | 5,5 | 6,0 |
| 12… 20 | 4,0 | 5,0 | 5,5 | 6,0 | 6,5 |