| Тип фрез | Передний угол, град | Ширина упрочняющей фаски f, мм | 3адний угол, град | |||
| Основной, ? | Упрочняющей фаски ?ф | Вершины зуба ? | Левой Боковой Кромки ?л | Правой боковой кромки, ?п | ||
| Мелко Модульные | 0 | – | 6…10 | 1,25…2,0 | 1,5…2,0 | |
| Мелкомодульные напайные и сборные | 10…12 | 2 | 2 | |||
| Острозаточенные | 15..25 | 0,6…0,8 | 10…15 | 12 | 12 | |
| С поворотными зубьями | ?15 | ?25 | 0,4…0,6 | 15 | 6 | 4 |
| Сборные и составные с затылованными зубьями | 0 | 10…25 | 0,4. 0,8 | 5,5 | 5,5 | |
| Напайные и сборные чистовые червячные | -30 | 20 | 5 | 5 | ||
Таблица 31
| Конструктивный параметр | Наружный диаметр D0, мм | ||
| 25 | 32 | 50 | |
| Модуль, мм | 0,2; 0,3; 0,4; 0,5 | 0,2; 0,3; 0,4; 0,5; 0,6; 0,7; 0,8 | 0,4; 0,5; 0,6 , 0,7; 0,8; 0,9; 1,0 |
| Диаметр посадочного отверстия d, мм | 8 | 13 | 22 |
| Диаметр буртиков D1, мм | 16 | 20 | 32 |
| Число зубьев по торцу z | 10… 12 | ||
| Длина фрезы L, мм | 10; 16 | 20 | 32 |
| Длина режущей части L1, мм | 8; 12 | 15 | 25 |
Конструкция фрезы с твердосплавными ножами показана на рис. 33. Острозаточенные ножи 3 устанавливаются в продольных газах корпуса фрезы 1 и закрепляются в них при помощи винтов 5, прокладок 4 и секторов 2. Так как ширина ножа равна осевому шагу фрезы, то расположение ножей в корпусе фрезы строго по винтовой линии обеспечивается с помощью секторов 2 с выступами, каждый из которых имеет разницу по высоте на величину ?.
Широкое распространение получили неперетачиваемые многогранные пластинки из твердых сшивов в качестве режущих элементов различных металлорежущих инструментов. Применение таких пластинок положило начало новому прогрессивному направлению в конструировании инструментов. Использование в качестве режущего элемента неперетачиваемых пластинок позволяет повысить режимы резания и обеспечить удобство эксплуатации, особенно сложных металлорежущих инструментов.
Твердосплавные червячные фрезы с острозаточенными режущими элементами имеют ряд недостатков. 3убья фрез, имеющие углы заострения меньше 90°, не обеспечивают надежность работы фрезы при нарезании стальных зубчатых колес из-за частых сколов наружных и переходных режущих кромок. Напайные зубья фрез подвержены напряжениям от пайки и не могут быть качественно обработаны алмазно-абразивными инструментами. Одним из существенных недостатков таких фрез является также необходимость перешлифовки зубьев фрез по задним поверхностям при каждой заточке фрез.

Рис. 33. Острозаточенная сборная твердосплавная червячная фреза
Указанные выше недостатки исключает применение в качестве зубьев фрез поворотных неперетачиваемых пластинок твердого сплава – Эти пластинки имеют угол заострения 90° и более, дают возможность использовать для них более износостойкие марки твердых сплавов (Т15К6 и др.) и позволяют осуществлять их полную обработку только алмазными кругами.
Применение поворотных неперетачиваемых пластинок в качестве зубьев червячных фрез целесообразно Для модулей 1,5… 4,0 мм.
Наиболее эффективно применение червячных фрез с поворотными неперетачиваемыми пластинками-зубьями при скоростном зубофрезеровании под шевингование или зубошлифование стальных зубчатых колес с твердостью до НВ 350. На рис. 34 показана такая фреза модуля 2,5 мм с наружным диаметром 117 мм.
В пазы корпуса устанавливают пластинки-зубья ромбовидной формы, позволяющие четырехкратное использование режущих сторон без переточки. После износа четырех сторон профиль может быть многократно восстановлен шлифованием. С учетом четырех поворотов пластинок-зубьев, перешлифовок и возможных их перестановок комплект из четырех штук может обеспечить фрезе до 40 периодов стойкости. Длина зубьев уменьшается после каждой перешлифовки на 0,5 мм и затем их можно использовать со сменными подкладками в прежнем корпусе или в новом. Пластинки-зубья устанавливают в корпусе с выступанием до 1 мм относительно опорной стороны гребней.
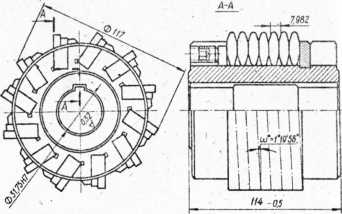
Рис. 34. Твердосплавная червячная фреза с неперетачиваемыми пластинами