Для систем смазки, гидравлики и пневматики применяют соединения как на трубной конической резьбе, так и на трубной цилиндрической.
Как правило, на монтажной площадке производится ручная нарезка резьбы только на трубах, подводящих мазь к автоматическим питателям и отводящих ее от них к смазываемым узлам трения. Многие монтажные организации изготовляют станки, позволяющие механизировать эти процессы. Например, в тресте «Восток – металлургмонтаж» разработан станок для нарезания трубной конической резьбы (рис. 8). Применение этого станка увеличивает производительность труда в 8 – 9 раз.
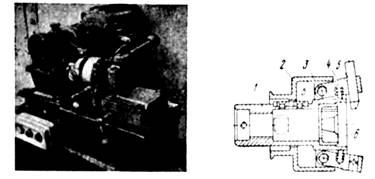
Рис. 8. Станок для нарезки трубной конической резьбы
1 – корпус: 2 – обойма: 3 – ось; 4 – резцедержатель; 5 – резец; 6 – плашка
Станок состоит из сварной рамы, на которой установлен электродвигатель, соединенный с червячным редуктором. На выходной вал редуктора крепят резьбонарезную головку. На раме установлены направляющие, по которым при помощи зубчато-реечной передачи передвигается цанговое быстродействующее зажимное устройство.
Резьбонарезная головка состоит из корпуса, имеющего четыре паза, в которых шарнирно закреплены подпружиненные резцедержатели с резцами. Коническая поверхность резцедержателя соприкасается с цилиндрической поверхностью обоймы, кинематически связанной с движением зажимного устройства, в котором закреплена нарезаемая труба.
Обойма используется как копир для образования конической поверхности на конце трубы. При движении зажимного устройства к головке обойма, плотно перемещаясь, освобождает резцедержатели, которые под действием пружины расходятся, образуя на конце трубы конус с углом наклона образующей» 1,5° (конусность 1 : 16). При продолжении движения обоймы на трубе нарезается резьба плашкой.
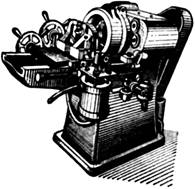
Рис. 9. Резьбонарезной механизм ВМС‑2А
Резьбу на трубах диаметром больше чем 18 мм нарезают в трубозаготовительных мастерских на трубонарезных механизмах ВМС‑2А, 5Д07, С‑225.
Резьбонарезной механизм ВМС‑2А (рис. 9) позволяет нарезать резьбу на трубах диаметром 14 – 76 мм. Резьба нарезается вращающейся головкой, в которой установлены четыре тангенциальные плашки. По окончании нарезания резьбы плашки вручную или автоматически разводятся.
Механизм ВМС‑2А оборудован пневматическим зажимом труб. Трубы подводятся к резьбонарезной головке вручную. Дальнейшее перемещение трубы при нарезании резьбы происходит самозатягиванием. Аналогично работает и резьбонарезной станок С‑225.
Все резьбонарезные механизмы могут нарезать как трубную цилиндрическую резьбу, так и при оснащении плашками специальной конфигурации трубную коническую.
Для получения резьбы на тонкостенных трубах, когда нарезать резьбу невозможно, ее накатывают.
При накатывании резьбы на трубах резьбовые вершины образуются за счет выдавливания части металла. Этот метод позволяет получать резьбу на трубах с толщиной стенки 2 – 3 мм.
Независимо от того, как образована цилиндрическая или коническая резьба, она должна иметь чистые, полные витки с металлическим блеском. Витки резьбы не должны иметь заусенцев, которые при цилиндрической резьбе перерезают уплотняющий материал, а при конической нарушают уплотняющую способность резьбы. Число ниток сорванной или неполной резьбы не должно превышать 10 % требуемой резьбы.