Гнутье труб применяют главным образом при изготовлении бензиновых, масляных и воздушных трубопроводов моторов, каркасов и т. н. Трубопроводы изготовляют из алюминия, дуралюмина, стали, меди и латуни. На самолетах трубопроводы в зависимости ог их назначения окрашивают в следующие цвета:
| Для воздуха | черный |
| кислорода | голубой |
| бензина | желтый |
| масла | коричневый |
| глицериновых смесей | серый |
| охлаждающей смеси | зеленый |
| противопожарных установок | красный |
| сжатых горючих смесей | розовый |
Процесс гнутья заключается в том, что цельнотянутую или согнутую и сваренную из листового материала трубу выгибают по окружности или по кривой.
Есть несколько способов гибки, применяемых в зависимости от материала, радиуса загиба и диаметра труб:
а) гибка в холодном и горячем состоянии,
б) гибка с наполнителями и без наполнителей,
в) гибка При помощи приспособлений, без приспособлений и на специальных трубозагибочных станках.
Все тонкие трубы диаметром до 13 мм при большом радиусе закругления можно гнуть в холодном состоянии с предварительным отжигом. Гибку труб в холодном состоянии производят с наполнителями или без наполнителей. В качестве наполнителей применяют просушенный и просеянный речной песок, канифоль, свинец и лед.
Трубы в нагретом состоянии почти всегда гнут с наполнителями; исключение составляют толстостенные трубы, которые загибают под большим радиусом без наполнителя.
Выгибают трубы при помощи различных приспособлений: оправок, шаблонов, роликовых приспособлений, в тисках и т. п. Трубы диаметром до 10 мм гнут руками без приспособлений.
Трубы диаметром до 50 мм можно изгибать на специальных станках при помощи шарика. Трубу вместе с шариком, находящимся внутри ее, обводят прижимающим роликом по диску, у которого имеется канавка в половину наружного диаметра трубы. Центр шарика во время вращения ролика остается совмещенным с центром прижимающего ролика и поэтому труба не имеет вмятин (рис. 214).
При гнутье трубы внутренняя стенка в местах изгиба сжимается, а наружная — растягивается, поэтому нужно следить, чтобы на внутренней стенке не образовывалось складок и не лопнула наружная сторона трубы.
Для стальных и дуралюминовых труб диаметром (наружным) до 20 мм радиусы изгиба трубы приняты равными двум наружным диаметрам трубы; для труб диаметром свыше 20 мм радиусы изгиба приняты равными трем наружным диаметрам трубы. В редких случаях для труб диаметром до 20 мм радиус изгиба берут равным одному и полутора диаметрам трубы.
Развальцовку труб применяют при ниппельном соединения (рис. 215).
Развальцовку труб в сборочных цехах делают на приспособлениях.
Зиговку на концах труб широко применяют при соединении труб дюритовым шлангом. Благодаря зиговке (выдавливание выпуклой канавки) увеличивается прочность соединения (рис. 216).
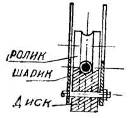
рис. 214.
![]()
![]()
Гнутье алюминиевых и дуралюминовых труб с заполнением канифолью или песком в холодном состоянии
1. Отжечь трубу при 350-400° и охладить ее на воздухе.
2. Забить один конец трубы деревянной пробкой и перевернуть трубу закрытым концом вниз.
3. Налить в открытый конец трубы расплавленную канифоль до высоты, равной, примерно, диаметру трубы.
4. После затвердевания канифоли заполнить вею трубу канифолью. Когда труба остынет, долить канифоли, потому что канифоль при остывании сжимается, образуя в трубе некоторую пустоту.
5. Забить пробкой второй конец трубы.
6. Гнуть трубу при помощи приспособления (рис. 217).

рис. 217.
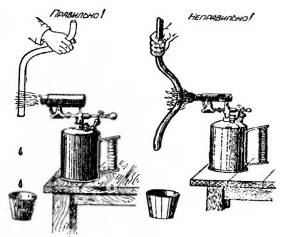
рис. 218.
Если труба гнется плохо, подогревай место изгиба паяльцой лампой. При появлении гофра в местах изгиба немедленно выправь его молотком с закругленным бойком: наноси удары молотком от вершины гофра (начала гофра) поочередно по обеим его сторонам.
7. Вынуть пробки и выплавить из трубы канифоль на паяльной лампе. Выплавляй канифоль с какого-либо одного конца, а не с середины, иначе разогретая в трубе канифоль, не найдя выхода, может разорвать стенки трубы и обжечь работающего. Следи при этом за тем, чтобы на внутренних стенках трубы не оставалось следов канифоли (рис. 218).
8. Отжечь изогнутую трубу.
На рис. 217 показано одно из многочисленных приспособлений для гнутья
труб.
Гнутье труб (без наполнителей, в холодном состоянии) малого диаметра
ручными клещами
1. Отжечь трубу.
2. Вставить трубу в гнездо и зажать ее.
3. Сдвигать медленно и осторожно подвижной рычаг вовнутрь и выгибать трубу до требуемого радиуса изгиба ( рис. 219).
4. Проверять изгиб трубы шаблоном.
При выгибке труб соблюдай следующие основные правила:
1. Не допускай вмятин и уменьшения внутреннего диаметра труб.
2. Следи за тем, чтобы трубы имели плавные изгибы по определенному радиусу.
3. Следи, чтобы толщина стенки и диаметр трубы соответствовали радиусу изгиба.
4. Отжигай трубу перед выгибкой в холодном состоянии.
5. После гнутья и отжига очищай трубу, продувая ее сжатым воздухом.
6. Нагревай трубу возможно медленнее, непрерывно перемещая пламя горелки по нагреваемому участку и не останавливая пламени в какой-либо одной точке.
7. Признаками «пережога являются: хрупкость материала, трещины и пузыри на поверхности детали.
Развальцовка труб в приспособлении (рис. 220)
1. Вставить трубу в соответствующее по диаметру отверстие приспособления.
2. Закрепить барашками разъемные части приспособления.
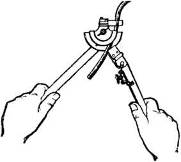
рис. 219
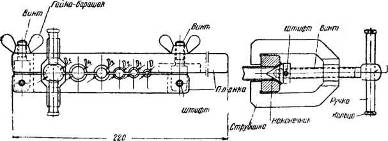
рис. 220.
3 — Установить и закрепить струбцинку с соответствующим конусным наконечником для развальцовки труб.
4. Развальцевать край трубы, ввинчивая наконечник в отверстие трубы до требуемой глубины развальцовки (рис. 221).
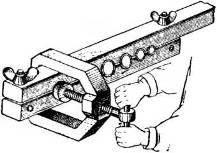
рис. 221.
5. Вынуть наконечник, вывернуть барашки и снять трубу.