Детали, узлы, агрегаты часто соединяют болтами и винтами с винтовой резьбой (рис. 162).
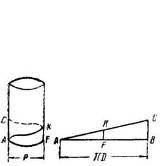
рис. 162.
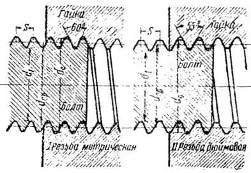
рис. 163.
Линия АКС, являющаяся следом гипотенузы треугольника ABC на цилиндрической поверхности, называется винтовой линией.
Шагом винтовой линии называется высота ВС, на протяжении которой винтовая линия делает один полный оборот. Если по направлению винтовой линии прорезать канавку, то получится винтовая резьба. Форма профиля резьбы бывает различной: треугольная, квадратная и трапецеидальная. Профиль треугольной резьбы представляет собой равнобедренный треугольник, профиль Квадратной резьбы — квадрат, а трапецеидальной — равнобедренную трапецию.
Резьба бывает правая и левая. В правой резьбе винтовая линия поднимается слева направо, а в левой резьбе — справа налево. Чаще применяют правую резьбу.
Треугольной резьбой снабжают болты, винты и гайки, а трапецеидальной — ходовые винты станков, прессов и т. п., когда передают движение от одной части машины к другой.
Треугольная резьба, в свою очередь, делится на метрическую, у которой угол при вершине равен 60°, и дюймовую, у (которой угол (при вершине равен 55° (рис. 163),
Все размеры метрической резьбы — в миллиметрах, а дюймовой — в дюймах.
Наружный диаметр d0 винта измеряют по вершине резьбы; внутренний диаметр d1 измеряют по впадинам.
Инструмент и приспособления
Для наружной резьбы: клупп с косой рамкой для раздвижной плашки или клупп с круглой рамкой (вороток) для круглой плашки, резьбовое кольцо-калибр или кронциркуль, резьбомер, стальная линейка, драчевый напильник, личной напильник, чертилка.
Для внутренней резьбы: комплект метчиков (черновой, средний и чистовой), вороток, угольник 90°, резьбовой проходной калибр-пробка.
Нарезание наружной резьбы (рис. 164)
рис. 164.
1. Зажать нарезаемый стержень в тисках.
2. Опилить заготовку по длине:
а) опилить концы стержня (шпильки) по шару;
б) снять фаски (рис. 165).
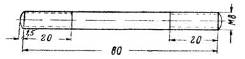
3. Отметить длину резьбы.
4. Нарезать резьбу:
а) нарезаемый стержень зажать в тисках;
б) вставить плашку в клупп и надеть плашку с клуппом или воротком (при нарезании резьбы круглой плашкой) на стержень. При раздвижной плашке подвинчивают винт настолько, чтобы зубья вошли в металл на 0,2-0,5 мм (рис. 166);
в) вращать клупп (или вороток) на один оборот. B одну сторону по направлению часовой стрелки и на половину оборота в обратную сторону, чтобы снимаемые стружки дробились. Это облегчает работу.
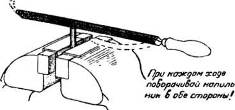
Держи клупп под прямым углом к стержню болта и в начале нарезания резьбы делай нажим на клупп (рис. 167).
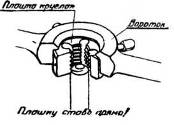
рис. 166.
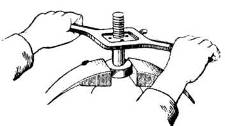
рис. 167.
г) Пройдя плашкой до конца резьбы, возвратиться назад и пройти резьбу вторично, повторяя это до тех пор, пока получится полная резьба;
д) проверить резьбу резьбовым кольцом-калибром (рис. ,168);
е) измерить шаг резьбы (расстояние между двумя смежными нитками), резьбомером.
На каждой гребенке резьбомера обозначено, какому шагу резьбы соответствует данная гребенка. Совместив подходящую гребенку с резьбой, проверить совпадение зубьев гребенки с резьбой.
Шаг резьбы можно также определить штангенциркулем или метром (рис. 169).

рис. 168.

рис. 169.
Пример. На 10 мм приходится 8 ниток резьбы болта. В этом случае
10:8= 1,25 мм, т. е. шаг резьбы болта равен 1,25 мм.
Для того чтобы облегчить нарезание и получить чистую резьбу при нарезании стали, применяй лярдовое масло, а для алюминия — керосин.