Во время работы пресса необходимо контролировать по показаниям приборов работу электродвигателя (силу тока и напряжение), следить за наличием смазки, характером шума машины и нагреванием деталей и узлов пресса.
При износе трущихся частей и ослаблении крепления необходимо регулировать работу пресса, на время останавливая его. Если зубья большой шестерни изнашиваются неравномерно, надо перемещать зубчатый венец на ступице на 1/12 часть окружности до тех пор, пока зубья не будут изнашиваться равномерно.
Чтобы изменить величину хода поршня (вследствие износа штампов, пластин и других деталей), необходимо остановить пресс и осторожно поворачивать эксцентрик. Если в результате завышения глубины засыпки смеси или малой ее влажности кирпич запрессуется в прессформах, надо ослабить клин, повернуть пресс вручную и устранить дефект. Между пластинами прессующей подушки и столом должен быть зазор размером 0,5 мм.
Необходимо систематически удалять сырьевую смесь, оседающую на крышке прессующего поршня. Это предохраняет пресс от скопления смеси в пресс-формах, а следовательно, от перегрузки его при пуске. Для этого прессмешалка должна некоторое время работать вхолостую при остановленном прессе. Таким образом из нее удаляют остатки смеси через отверстие в дне мешалки, после чего пресс тщательно очищают.
Во время работы смесь удаляется со стола пресса механической щеткой. При остановке пресса штампы вынимают из пресс-форм и очищают. Пресс-формы стола также периодически чистят (особенно в углах), так как от этого зависит точность формы кирпича.
Большое значение для нормальной работы пресса имеет смазка трущихся частей. Наиболее ответственные части пресса СП-2 смазывают централизованно от приводной пресс-масленки (лубрикатора), действующей только во время работы механизмов пресса. Пресс-масленка соединена с точками смазки пятнадцатью маслопроводами; минимальное давление в них 12 кгс/см2.
В отличие от пресса СП-2 пресс СМ-481 оборудован автоматической централизованной системой густой смазки из станции САГ-ЮОА (рис. 88). Станция установлена на отдельном от пресса фундаменте. Масло подают двумя магистральными маслопроводами, от которых отходят трубопроводы к питателям 3 узлов пресса. На магистральных маслопроводах установлены фильтры 2 для очистки смазки от механических включений. Резервуар станции САГ-100А заправляют смазкой с помощью насоса, гибкий шланг которого присоединяют к заправочному вентилю станции.
Централизованная система работает следующим образом: поворотом ручки универсального переключателя в положение «автомат» на пульте управления САГ-100А производится пуск станции. По мере повышения давления в системе, что контролируют с помощью манометров на регуляторе давления 4, срабатывают питатели 3,16 результате чего смазка поступает к точкам питания. После того как срабатывают все питатели, давление в системе повышается; при достижении установленного давления срабатывает конечный выключатель цепи электродвигателя. В результате прекращается работа насоса станции.
Регулятор давления поддерживает давление, необходимое для четкого срабатывания всех питателей (это зависит от консистенции смазки и времени года). По истечении определенного заданного времени станция снова» автоматически включается и подает смазку по другому магистральному маслопроводу.
В табл. 19, 20, 21 приведены неисправности в работе прессов СП-2 и СМ-481 и съемника-укладчика, а также способы их устранения.
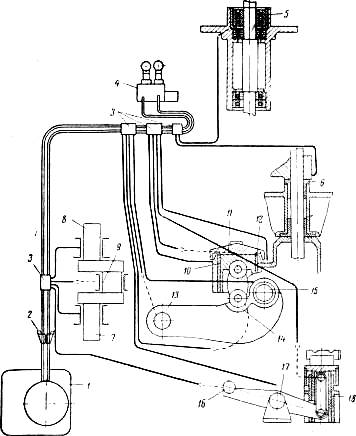
Рис. 88. Схема автоматической централизованной смазки пресса: /_ станция САГ-100А, 2 — фильтры, 3 — питатели, 4 — регулятор давления, 5 — шарикоподшипники, 6 — кольцевая прокладка и втулка, 7, S — коренные шейки коленчатого вала, 9 — шатунная шейка, 10 и 12 — втулки, 11 и 14 — пяты серег, 13 — головка шатуна, 15 — эксцентрик прессующего рычага, 16 — палец ролика, 17 — ось рычага, 18 — поршень
