- Технология производства керамической плитки: материалы и оборудование
- Состав
- Смешивание материалов
- Формовка
- Сушка
- Нанесение глазури
- Обжиг
- Сортировка
- Износостойкость
- Водопоглощение
- Морозостойкость
- Сопротивление скольжению
- Химическая устойчивость
- Предел прочности
- Поверхностная твердость
- Технология изготовления керамической плитки
- Отбор сырья
- Смешивание материалов
- Формовка
- Сушка
- Нанесение глазури
- Обжиг
- Сортировка
Технология производства керамической плитки: материалы и оборудование
Человек всегда стремился украсить свое жилище и сделать его практичным. Для этих целей он использует различные материалы, многие из которых остаются актуальными на протяжении тысячелетий. Так, первые прототипы керамической плитки были найдены на раскопках Евфрата и Междуречья Тигра. В древности этот материал применяли для отделки стен храмов и домов знати. Со временем его популярность росла, а способы изготовления совершенствовались. Давайте познакомимся поближе с современной технологией производства керамической плитки и узнаем, чем она заслужила такую безукоризненную репутацию.

Состав
Первым делом разберемся, из чего делают керамическую плитку. Основное сырье, используемое в производстве керамики, представлено следующими материалами:
- Глинистые материалы. Они придают влажной массе пластичность, необходимую для формовки заготовок.
- Кварцевые материалы (в основном, песок). Выполняют структурную функцию, то есть создают «скелет» изделия. Позволяют ограничить и проконтролировать изменение размеров изделия, неизбежно сопровождающее процесс обжига.
- Материалы, в состав которых входят полевые шпаты (алюмосиликаты или карбонаты калия, натрия, кальция и так далее). С их помощью, при обжиге изделия, его структура остается плотной и стекловидной.
Процесс изготовления керамической плитки состоит из таких стадий:
На каждом из этапов остановимся отдельно.
Смешивание материалов
Все начинается с добычи материалов, но мы ее не будем рассматривать, так как нас интересует именно процесс изготовления керамической плитки. Первым делом, глина смешивается с остальными компонентами по строго рассчитанным пропорциям. Готовая смесь поступает на предварительное перемалывание, где она подвергается измельчению и увлажнению.

Способ приготовления керамической массы зависит от свойств исходного сырья и желаемого продукта. Бывают такие способы:
- Полусухой. Компоненты сначала дробят, затем немного подсушивают, измельчают, смешивают и отправляют на формование. Полусухим этот метод называется потому, что сами по себе компоненты имеют определенную степень влажности.
- Пластичный. Глину дробят и отправляют на смеситель, где она перемешивается с добавками и обретает вид однородной пластичной массы.
- Мокрый. Материалы измельчают и смешивают с добавлением воды (до 60%). Однородная жидкая смесь подается в специальные резервуары.
Вне зависимости от того, какая линия производства керамической плитки используется, для получения хорошего продукта необходимо, чтобы все материалы были тщательно измельчены и смешаны.
Формовка
Формовка производится двумя способами: прессованием и экструзией. В первом случае, специальные прессы сдавливают порошкообразную массу в двух направлениях. Находясь под высоким давлением, гранулы подвергаются уплотнению и частично деформации. За счет этого плитка обретает соответствующую плотность и прочность.
При использовании метода экструзии, плитка производится из тестообразной массы, которая формуется путем продавливания через отверстия экструдера. От сухого прессования этот метод отличается наличием в производственном процессе жидкой фазы. Именно благодаря тому, что вязкая масса выдавливается из аппарата и обрезается, есть возможность производить изделия разной формы. Керамическая плитка, сделанная по методу экструзии, может быть выпуклой или вогнутой. При прессовании же варьировать можно лишь размер изделий.
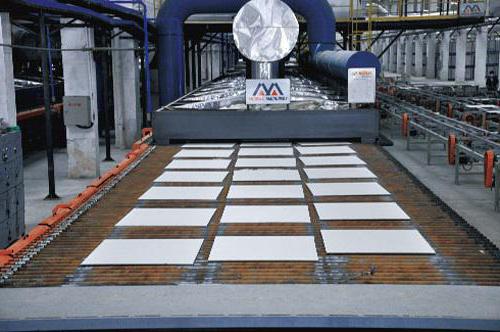
Сушка
Обязательной стадией в технологии производства керамической плитки является сушка. На этом этапе из готовых форм удаляется влага, которая была необходимой для комфортной формовки. Условия сушки играют важнейшую роль в обеспечении целостности и прочности будущего изделия, поэтому они строго контролируются. На современных предприятиях по производству плитки используют сушильные установки, обдающие сырец (отформованное влажное изделие) горячим воздухом. Нагрев приводит к образованию на поверхности полуфабриката влаги, которая быстро испаряется и удаляется системой вентиляции.
Хороший теплообмен, эффективная вентиляция и высокая температура воздуха обеспечивают быстродействие установки. Если подвергнуть сырец обжигу, минуя стадию сушки, то он растрескается. На заключительных стадиях сушки и в процессе обжига происходит усадка плитки, то есть пропорциональное уменьшение ее линейных размеров. Этим и объясняется необходимость в калибровке готовых изделий. Чем выше уровень предприятия, тем больше вероятность того, что его продукция будет иметь одинаковые размеры. Поэтому лучше выбрать варианты среднего ценового диапазона (к примеру, от фирм «Шахтинская керамическая плитка», «Еврокерамика», «Сокол» и др.), чем получить неровную стену.
Нанесение глазури
Глазурь (эмаль) – стекловидное покрытие, которое наносится на лицевую сторону плитки и закрепляется в процессе обжига. Глазуровка выполняется с целью декорирования и укрепления изделия. В состав глазури могут входить различные материалы и соединения (песок, окислы, фритты, красящие пигменты и прочее). Она может быть глянцевой и матовой, цветной и одноцветной, а иногда, даже прозрачной. Окраска достигается за счет добавления в состав оксидов и солей металлов (железо-красный, хром – зеленый, кобальт – синий и т. д.). Эмаль имеет стекловидную структуру и отличается от основания керамики не только внешним видом, но и характеристиками, важнейшей из которых является водонепроницаемость.

На сегодняшний день, завод по производству керамической плитки может использовать несколько десятков способов нанесения глазурей на свои изделия. Эмаль может применяться в виде распыленной суспензии, пасты или гранул. В базовом варианте, она наносится на отформованные заготовки с помощью большого круглого барабана, который, совершая один круг, обрабатывает сразу несколько плиток. Нанесение может производиться до или после обжига, а в некоторых случаях, даже во время обжига.
Для того чтобы изделие имело более эстетичный вид, процесс эмалирования может сопровождаться нанесением изображения. Керамическая плитка с рисунком гораздо популярнее, нежели однотонная. Чтобы каждая плитка имела неповторяющиеся изображение, но сохраняла стилистику серии, барабан просто смещают по оси вращения. Конечно же, это касается моделей с абстрактными картинками.
Обжиг
Обжиг керамической плитки производится для того, чтобы сделать ее достаточно твердой и прочной. Происходит это за счет химических и физических изменений в составе материала и глазури, которые проходят под воздействием высоких температур. Обычно, производители керамической плитки используют с этой целью печи непрерывного действия. По сути, такая печь представляет собой тоннель, перемещаясь по которому с помощью специального транспортера, плитка поддается сначала предварительному нагреву (позволяет избавиться от остатков влаги), а затем обжигу.
Характерным свойством глины является ее способность превращаться при обжиге в прочную камневидную массу. В зависимости от типа изделия, температура обжига колеблется от 900 до 1300°С. Пробыв определенное время в печи, плитка последовательно охлаждается до такой температуры, при которой, ее, без ущерба для качества, можно будет выгрузить из печи.
Сортировка
Прежде чем поступить на линию упаковки и склад, готовая плитка тщательно сортируется. Эта процедура позволяет решить три задачи:
- Отбраковать изделия с дефектами.
- Отделить плитку первого сорта от плитки более низких сортов.
- Сгруппировать торговые партии по сортам и цветности.

Обычно, производители керамической плитки производят сортировку следующим образом – после выхода из печи она проходит три участка: дефектоскопический, калибровочный, визуального контроля. Для выявления дефектов, каждое изделие подается на рельсы и прокатывается роликом. За счет того, что рельсы располагаются по краям плитки, а ролик давит в центр, бракованные образцы ломаются, не выдержав нагрузки. Дефекты покраски проверяются визуально, вместе с определением тональности. Остается лишь отсортировать изделия по партиям и отправить на склад.
Как можно заметить, технология производства керамической плитки довольно проста. Однако, чтобы получить высококачественное изделие, необходимо подойти к каждой стадии с полной ответственностью и соблюдением всех технологических правил. Вот почему многие начинающие предприниматели, которые открыли завод по производству керамической плитки, не могут добиться должного качества своей продукции. Теперь вкратце узнаем, какими свойствами должна обладать керамическая плитка.
Износостойкость
Безусловно, это одно из важнейших качеств напольной плитки, так как оно характеризует ее устойчивость к истиранию и способность сохранять привлекательный внешний вид после длительной эксплуатации. Несмотря на то, что материал в целом является достаточно прочным, его тип стоит подбирать в зависимости от условий эксплуатации. Так, предназначенная для простой ванной комнаты, напольная керамическая плитка с рисунком, положенная в общественном туалете, быстро вытрется и потеряет свой внешний вид.
Водопоглощение
Водопоглощением называют отношение массы воды, поглощаемое плиткой при ее полном погружении под воду, к массе сухого изделия, выраженном в процентах. У глазурованных плиток для пола оно не должно быть выше 3%. Для настенных марок этот показатель возрастает до 10%. В этой связи для облицовки бассейнов, к примеру, подойдет далеко не любая плитка. Крупные производители, к примеру, предприятие «Шахтинская керамическая плитка», могут выпускать на своих мощностях разные типы специализированной продукции, начиная от плитки для ванн и заканчивая керамикой для бассейнов.
Морозостойкость
Так же как и водопоглощение, это свойство зависит от пористости изделия. В независимости от технологии производства, в керамической плитке остаются поры, в которые может проникнуть влага. Как известно, при замерзании, вода увеличивается в объеме. Способность плитки насыщенной влагой, выдерживать частое попеременное замораживание, называется морозостойкостью. Это показатель важен при выборе наружного отделочного материала. Чем меньше в керамике пор, тем ниже показатель ее водопоглощения, и тем выше показатель морозостойкости.
Сопротивление скольжению
Как несложно догадаться, данное свойство определяет способность эмали плитки препятствовать скольжению предметов, находящихся на ней. Это требование важно при отделке пола жилых и промышленных помещений, особенно тех, в которых всегда влажно. В бассейнах и банях чаще всего используют ребристую плитку, у которой повышенное сопротивление скольжению.
Химическая устойчивость
Так называют характеристику эмали плитки, отражающую ее способность переносить контакт с химическими веществами (кислоты, основания, бытовая химия, добавки для дезинфекции воды в бассейнах и прочее). Плитка не должна претерпевать внешних изменений под агрессивным воздействием этих веществ. Кстати говоря, рассматривая стойкость керамики к тем или иным воздействиям, не стоит забывать, что швы между плитками также могут быть подвержены разрушающему воздействию. Чтобы этого избежать, их покрывают защитными составами.
Предел прочности

Данный показатель выражает уровень допустимой нагрузки, которую может выдержать керамическая плитка. Обычно он прямо пропорционален толщине изделия. Способность выдерживать нагрузку важна в основном для напольной плитки.
Поверхностная твердость
Эта характеристика иллюстрирует стойкость поверхности к появлению повреждений и царапин. Она особенно важная для напольной плитки. Поверхностная твердость обуславливается качеством и составом глазури. Примечательно, что на блестящей поверхности механические повреждения гораздо более заметны, чем на матовой.
Источник статьи: http://fb.ru/article/357280/tehnologiya-proizvodstva-keramicheskoy-plitki-materialyi-i-oborudovanie
Технология изготовления керамической плитки
Керамическая плитка — это отделочный материал, представляющий собой керамическое изделие состоящие из каолиновой глины, кварцевого песка и полевого шпата с добавлением различных минералов, и обожжённое в печи при высоких температурах. Керамическую плитку традиционно разделяют на настенную и напольную.
Напольное керамическое покрытие отличается от настенной большей износостойкости и меньшей степенью влагопоглощения.
Наиболее универсальным материалом является керамогранит. Производственные технологии, которые применяются при изготовлении керамогранита, позволяют его сделать максимально прочной и плотной структурой, что и делает его универсальным материалом для облицовки как внутренних так наружных плоскостей.
Технология изготовления керамических изделий такова:
- 1. Отбор сырья 2. Смешивание материалов 3. Формовка 4. Сушка 5. Нанесение глазури 6. Обжиг 7. Сортировка

Рассмотрим подробнее, каждый этап.
Отбор сырья
Процесс изготовления начинается со складирования сырья, которое бывает трёх видов: глинистые, неглинистые и инертные материалы.
Глинистое сырьё составляют каолиновые глины, придающие сырьевой основе связывающие свойства и пластичность, что впоследствии, после прессования, позволяет плитке сохранять свою форму.
 Неглинистые материалы – полевые шпаты – уменьшают пористость обожженных изделий, облегчая процесс спекания и придавая материалу прочность, компактность и стойкость. Инертные материалы – это кварцевые пески; они образуют “остов“ плитки. К сырьевым материалам относятся также пигменты, которые являются оксидами или смесями оксидов металла. Используются для получения цвета, требуемого производством.
Неглинистые материалы – полевые шпаты – уменьшают пористость обожженных изделий, облегчая процесс спекания и придавая материалу прочность, компактность и стойкость. Инертные материалы – это кварцевые пески; они образуют “остов“ плитки. К сырьевым материалам относятся также пигменты, которые являются оксидами или смесями оксидов металла. Используются для получения цвета, требуемого производством.
Смешивание материалов
Сырьевые материалы, строго дозированные на весовых конвейерах, перемешиваются по заданной рецептуре, в результате чего получается основная сырьевая смесь. Эта смесь подвергается последующей обработке, призванной обеспечить абсолютную однородность массы по размеру и по влажности частиц материалов. Достижение гранулометрической однородности, происходит в результате мокрого помолам материалов в мельницах. Результат – водная суспензия, частицы которой обладают достаточно мелкой и однородной величиной. Эта суспензия называется шликером.
Полученный шликер поступает в огромные подземные бассейны, где, во избежание отстаивания (т.е. оседания составных частей), непрерывно перемешивается.
Затем сырьевая смесь окрашивается, и получаются те тона, которые впоследствии составят смесь пресспоршка. Окрашивание осуществляется путём добавления в шликер приготовленных ранее красителей, система дозирования которых полностью компьютеризована.
Формовка
Далее производится формовка методом прессования или экструзии.
Метод экструдирования. Технология заключается в проведении тестообразной массы с содержанием влаги от 15% до 20% через клинкер – агрегат, который придает массе форму, выводя ее в виде ленты. После высыхания эту ленту разрезают на элементы необходимых размеров. Такая плитка имеет шероховатую поверхность, которая улучшает сцепление с клеящим материалом, и тем самым повышает прочность плитки. Именно благодаря тому, что вязкая масса выдавливается из аппарата и обрезается, есть возможность производить изделия разной формы.
Прессование. Порошковую смесь с содержанием влаги около 6% выкладывают в специальные пресс-формы, а затем уплотняют посредством высокого давления (550кг/см2) – прессуют. Постепенно плитка набирает необходимую твёрдость по всему своему объёму. Пористость плитки, произведенной методом прессования, значительно меньше, чем у экструдированной.
Сушка
На этом этапе формованная плитка пока ещё не готова к обжигу, так как её остаточная степень влажности слишком высока. Если подвергнуть сырец обжигу, минуя стадию сушки, то он растрескается. Поэтому плитка перемещается в сушилку. Функция сушилки – довести степень влажности плитки до значения, близкого к нулю. Условия сушки играют важнейшую роль в обеспечении целостности и прочности будущего изделия. На заключительных стадиях сушки и в процессе обжига происходит усадка плитки, то есть пропорциональное уменьшение ее линейных размеров. Этим и объясняется необходимость в калибровке готовых изделий. Далее, сохраняя температуру 80-100°C, плитка возвращается на линию для последующей обработки.
Нанесение глазури
Глазурь (эмаль) – стекловидное покрытие, которое наносится на лицевую сторону плитки и закрепляется в процессе обжига. Глазуровка выполняется с целью декорирования и укрепления изделия. В состав глазури могут входить различные материалы и соединения (песок, окислы, фритты, красящие пигменты и прочее). Она может быть глянцевой и матовой, цветной и одноцветной. Цвет глазури достигается за счет добавления солей и оксидов металлов, например, кобальт дает синий цвет, хром — зеленый, железо – красный.
У глазурованной плитки верхний тонкий слой имеет стекловидную структуру, то есть поверхность плитки отличается от ее основания и обеспечивает зрительный эффект (цвет, глянец, орнамент и т.д.), а также ряд свойств, таких как водонепроницаемость, твердость и т.д., которые не может обеспечить основание плитки. Таким образом, в составе глазурованной плитки имеется два слоя с различной структурой: глазурь на поверхности и основание, расположенное ниже (бисквит).
Существует несколько способов нанесения глазурей на поверхность керамической плитки. Глазурь может наносится в виде распыленной суспензии, пасты или гранул. Нанесение может производиться до или после обжига.
Глазурь позволяет не только получать гладкоокрашенную плитку (моноколор), но и добиваться различных эффектов:
- поверхность с глянцевой или матовой фактурой рельефный рисунок люстрирование (создание блестящего металлического узора на глазури)
Для придания плитке более эстетичного вида в процессе глазурирования могут наносится различные декоративные рисунки
Основные методы нанесения рисунка:
Сериография (шелкография) -Рисунок наносится на плитку путем продавливания мастик через сетки-трафареты.
Ротоколор (Барабанный метод) — Технология позволяет выпускать плитку с неповторяющимся рисунком, имитирующим природный камень, дерево, текстиль. Эффект натуральности достигается путем переноса на плитку рисунка гравировки силиконового покрытия специального барабана.
Цифровая печать – Технология такая же, как и фотопечать на принтере. Она дала возможность производить плитку с неповторяющимся рисунком, что очень важно для производства плитки «под мрамор» или «под дерево». Рисунок без повтора делает плитку почти неотличимой от натурального.
Обжиг
Для каждого типа плитки разрабатывается индивидуальный температурный режим. Отличается и максимальная температура обжига для разных материалов. У плитки двойного обжига — около 950°С, у однократного обжига — до 1180°С, у керамогранита — до 1250°С.
Однократный обжиг (monocottura), когда глазурь и основание обжигаются вместе — используется, как правило, для производства напольной глазурованной плитки. Высокая температура обжига позволяет получить хорошо спеченный прочный бисквит, и обеспечивает значительную устойчивость глазури к истиранию. При данном способе производства невозможно получить изделия ярких, насыщенных цветов, поскольку при высоких температурах красящие пигменты выгорают и тускнеют. Замечено, что менее яркие глазурованные плитки более устойчивы к истиранию поверхности.
Двойной обжиг (bicottura) используется для производства настенной глазурованной плитки. Он состоит из двух этапов. На первом — обжигается только основание плитки. Обжиг производится при достаточно невысоких температурах. В результате получается высокопористый (более 10%) черепок, не подвергнувшийся усадке и не требующий в дальнейшем сортировки плитки по размерам (калибровки). Далее на основание наносится глазурь и происходит вторичный обжиг, характеризующийся еще более низкой температурой (700-900 градусов). Общий смысл поэтапного обжига — обеспечение необходимых прочностных характеристик бисквита (необходимы высокие температуры), и сохранение цвета желаемой яркости и насыщенности (при низких температурах красящие пигменты практически не выгорают).
Декор производится при помощи 3-его обжига. Сперва на уже готовую плитку наносят необходимый рисунок. После изделие обжигается при еще более низкой температуре (до 700 градусов). При этом порошок глазури расплавляется, образуя рельефный рисунок. Затем, если декоры производятся на фоновой плитке, осуществляется их нарезка. Поскольку процесс производства декоративных элементов наиболее длительный и сложный, декоры имеют большую стоимость по сравнению с фоновой плиткой.
Керамогранит. Обжиг плиток производится в несколько стадий, каждой из которых соответствует определённая зона печи.
Первая стадия, предварительный обжиг, имеет место во входной секции, в которой нет горелок, и которая нагревается до 400°C газами, подаваемыми вентилятором из зон обжига. Цель данной секции – полностью обезводить сырой материал во избежание образования впоследствии трещин или разрывов. Следует зона предварительного нагрева, где, при температуре 900°C, испаряется вода от кристаллизации материалов, содержащихся в глинах, сгорают органические вещества и разлагаются карбонаты.
После этого плитка попадает в зону обжига как такового, где температура достигает 1250°C. Здесь объем плиток сокращается на 6%, и завершается процесс спекания. Тут изделия приобретают свои характеристики огромной прочности и стойкости; их уровень водопоглощения составляет менее 0,05%, что делает весь керамический гранит абсолютно морозостойким. Следующая зона – зона охлаждения, в которой удерживается низкий температурный градиент, чтобы предотвратить раскалывание изделий.
После выхода из печи плитки укладываются на специальные стальные рамы (называемые также контейнерами для хранения обожжённых изделий), которые в зависимости от формата могут содержать более 200 кв. метров плитки. Отсюда “полотна” плитки переносятся на линии ректификации и полирования.
Ректификация- это механический метод обработки краев изделия, что позволяет получить плитку одного калибра с абсолютно ровными краями, и возможностью укладки с минимальным швом в 1 мм.
Результатом полирования являются поверхности, характеризуемые особым зеркальным блеском.
Сортировка
На этом этапе решаются две основные задачи.
Первая – сгруппировать изделия по калибру, т.е. по размерам граней, и по тону, т.е. по цветовым признакам поверхности.
Определение калибра каждой плитки – автоматизированный процесс.
Отбор изделий по тону выполняется либо квалифицированным персоналом, либо автоматически.
Вторая задача при сортировке – обнаружение и классификация дефектных плиток.
В этом случае продукция первого сорта отделяется от продукции других сортов, отмеченной некоторыми недостатками.
Отсортированные плитки укладываются в коробки (при этом они сгруппированы по сорту, по тону и по калибру).
Упакованные в коробки плитки размещаются на складе готовой продукции, откуда и попадают к потребителям.
Источник статьи: http://remonza.ru/articles/tehnologiya-izgotovleniya