Способ прессования основан на уплотнении бетонной смеси с частичным выделением свободной воды путем объемного обжатия бетона формуемого изделия. При прессовании целесообразно применять жесткие смеси с малым водоснабжением. Необходимая величина прессующего давления зависит от жесткости бетонной смеси и начального содержания воды в ней. Обычно она находится в пределах 10—15 кПа.
Прессование бывает: штамповое – с приложением статического прессующего давления через штамп, перекрывающий всю площадь изделия, бетонная смесь находится в замкнутой со всех сторон форме; мундштучное (экструзия) – с непрерывной подачей смеси в камеры с сужающими отверстиями по направлению к выходному отверстию в виде мундштука, через который спрессованное изделие выходит сплошной лентой, размеры и форма мундштучного отверстия определяет размеры и форму поперечного сечения изделия; роликовое – при помощи катков, формующих головок для вертикального формования изделий кольцевого сечения либо катков, перемещающихся по уложенной в форму бетонной смеси, протяжкой формы с бетонной смесью под стационарно установленными валиками, вращающимися вокруг своей оси под действием сил трения (силовой прокат).
Способ прессования применяется при изготовлении безнапорных бетонных и железобетонных труб, колец канализационных колодцев, тротуарных плит и т. п.
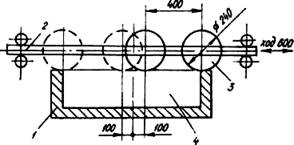
Рис. 40. Схема работы формующего агрегата роликового прессования:
1 – форма; 2 – балка, на которой закреплены расходной бункер смеси и ролики; 3 – прессующие ролики; 4 – формуемое изделие