Ленточные конвейеры предназначены для транспортировки материала от одной перерабатывающей машины к другой и готовой продукции на склады. В последнее время для сокращения производственных площадей кроме обычных наклонных конвейеров осваивают производство крутонаклонных конвейеров.
Основными параметрами ленточных конвейеров являются: ширина ленты, длина, скорость движения, угол наклона конвейера.
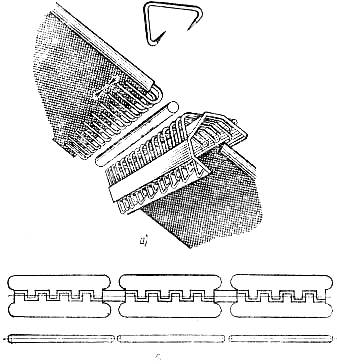
Рис. 52. Крючковые (а) и петлевые (б) соединения лент
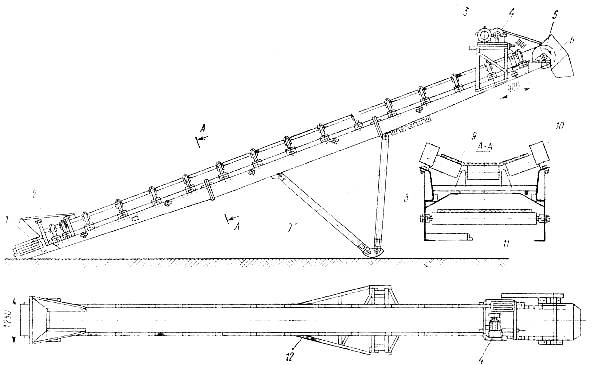
Рис. 53. Конвейер С-988А:
1,5 — натяжной и приводной барабаны, 2 — лоток, 3 — электродвигатель, 4 — редуктор, 6 — течка, 7 — опора конвейера, 8 — рабочие ролики, 9 —лента, 10 — дефлекторные ролики, 11— поддерживающие ролики, 12 — рама
Ширина ленты конвейеров может быть 500, 650, 800, 1000, 1200, 1400, 1600, 1800 и 2000 мм. Ее назначают в зависимости от размера максимального куска в транспортируемом материале и необходимой производительности. Длина конвейера зависит от натяжного устройства: при длине до 30 м применяют винтовое натяжное устройство, от 30 до 250 м — грузовое и более 200 м — лебедочное. Скорость движения ленты зависит от ее ширины и вида транспортируемого материала; при транспортировке материала вниз она должна быть не более 1,5 м/с. Максимальные углы наклона конвейера для нерудных материалов находятся в пределах 14…18°. Предельные углы наклона конвейеров, работающих под уклон, должны быть на 6…8° меньше.
От налипшего материала ленту очищают скребками или водой.
Ответственная операция при монтаже конвейера—стыковка концов ленты. Соединения (стыки) бывают неразъемными и разъемными. Неразъемные соединения выполняют встык или внахлестку горячей вулканизацией, клейкой, сшивкой сыромятными ремнями. Разъемные соединения выполняют с помощью крючков, петель, скобок и планок. В крючковых соединениях (рис. 52, а) острые концы крючков заправляют в концы лент, благодаря чему образуется ряд петель, которые соединяют с помощью стального стержня или каната. При петлевых соединениях петли, закрепленные на концах ленты заклепками, соединяют с помощью стержней. Для плоских лент длина петли должна быть меньше ширины ленты (рис. 52,б).
Рассмотрим конструкцию конвейера С-988А (рис. 53), используемого в передвижных дробильно-сортировочных установках. Он состоит из рамы 12, натяжного 1 и приводного 5 барабанов, привода и опоры 7. Бесконечная лента 9 шириной 650 м огибает приводной 5 и натяжной 1 барабаны. Верхняя ветвь ленты поддерживается шестнадцатью трехроликовыми опорами (рабочими), нижняя— шестью нижними (холостыми) роликами 11. Два дефлекторных ролика 10 предотвращают смещение ленты в сторону при работе конвейера. Привод конвейера состоит из электродвигателя 3 и редуктора 4, соединенных между собой промежуточным валом.
Натяжной барабан смонтирован в нижней части рамы конвейера и снабжен натяжным устройством, позволяющим перемещать барабан по направляющим для натяжения ленты. Рама 12 конвейера корытообразного сечения выполнена из листового проката.
Высоту разгрузки материала регулируют изменением угла наклона рамы к горизонту, для чего переставляют стяжную планку между опорами с помощью крана.
Нижняя ветвь ленты конвейера проходит внутри корытообразной рамы, что надежно защищает ее от попадания просыпающегося материала.
Над натяжным барабаном закреплен лоток 2 для загрузки конвейера материалом. В нижней части к лотку по контуру прикреплены прорезиненные прокладки, которые плотно прилегают к ленте и предотвращают высыпание материала.
С целью предохранения от завала на конвейере установлен механизм РКС, который в случае пробуксовки ленты отключает подачу материала в поток.