При производстве гибких и жестких изделий связующие вещества в минеральную вату вводят следующими способами:
1.Распылением растворов, эмульсий, суспензий и порошков связующих в камере волокнообразования.
2.Обрызгиванием тонкого слоя ваты связующим в специальной камере.
3.Пропиткой ковра жидким связующим с последующим его вакуумированием.
4.Механическим смешиванием волокон со связующим в специальных смесителях.
Для изготовления изделий из минеральной ваты применяют главным образом первый, третий и четвертый способы, для изделий из стеклянного волокна — первый и второй.
Способы переработки волокна в изделия также различны и зависят как от типа готовых изделий (мягкие, полужесткие или жесткие изделия), так и от вида применяемой связки.
Маты минераловатные и стекловатные прошивные изготовляют следующим образом. Слой ваты (ковер) из камеры волокноосаждения подают в камеру охлаждения, где он уплотняется до заданной толщины и одновременно через него просасывается холодный воздух. Охлажденный ковер поступает на обкладочную, а затем на прошивочную машины.
Обкладка матов, одно — или двухсторонняя, может быть выполнена из бумаги, картона, асбеста, тканей, проволочной сетки, металлической высечки и др. Ковер и обкладки прошивают специальными иглами суровыми или стеклянными нитками, шпагатом или проволокой. При таком изготовлении матов плотность ковра практически не нарушается, что дает возможность получать изделия с минимальными для волокнистых материалов объемными массами, 30—50 кг/м3.
Несгораемые обкладки —асбестовая бумага, картон, стеклоткань, металлическая сетка — позволяют использовать такие маты при температурах, равных температуростойкости волокна: 450—600°С для обычного минерального и стеклянного волокна, 800—1100°С для высокотемпературных— базальтовых, каолиновых и других волокон.
Для изготовления матов на органическом связующем растворы связующего (битумы или синтетические смолы) распыляют в камере волокноосаждения с последующей подпрессовкой, сушкой и полимеризацией (для смол).
Полученный ковер разрезают на изделия требуемых размеров.
Существенный недостаток матов и войлока на битумном связующем — большие деформации их при небольших нагрузках. Даже под действием собственной массы при хранении и транспортировке войлока происходит его самоуплотнение, и объемная масса в 1,5—2 раза увеличивается.
Маты на связующем из синтетических смол отличаются большой упругостью, поэтому качество изоляции, выполненной из таких матов, выше, чем из матов на битумной связке.
Предельная температура применения матов определяется температуростойкостью связки, которая не превышает 60°С для битумного связующего и 400°С для синтетических смол.
Основная область применения матов — изоляция трубопроводов и тепловых агрегатов (рис. 31 и 32).
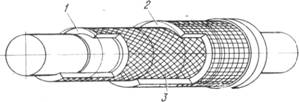
Рис. 31. Тепловая изоляция трубопровода, минераловатными матами с проволочной сеткой
1—первый слой матов; 2—слой матов; 3—металлическая сетка
На рис. 32 показана конструкция изоляции, выполненной из матов для вертикального двухрядного пучка труб. Маты 1 укладывают на металлический каркас в виде опорных полок из угловой стали 2 и проволочных струн, на которые нанизываются проволочные усы, служащие для плотного притяжения матов к каркасу. Жесткое закрепление опорных полок осуществляется при помощи скоб 3. Стыки матов сшивают проволокой, а снаружи их стягивают бандажами из проволоки или металлической полосы. Поверхность матов защищают от механических повреждений и увлажнения слоем штукатурки или покрытием из металла или стеклопластика.
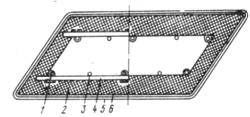
Рис. 32. Изоляция двухрядного пучка труб минераловатными матами
1— крепежные скобы; 2— маты; 3— изолируемые трубы; 4— опорные полки; 5 — защитное покрытие по изоляционному слою; 6— проволочные бандажи
Теплоизоляционные шнуры и полосы из минеральной и стеклянной ваты применяют для тепловой изоляции трубопроводов малых диаметров, а также для изоляции мест соединения их с арматурой, отводами, тройниками и др. Полосы или жгуты наматывают вокруг изолируемого элемента, а затем обмазывают их мастичными материалами.
Жгуты изготовляют следующим образом. Слой ваты разрыхляют в трепальных устройствах и пропускают через оплеточную машину. При выходе из машины вата превращается в жгут, обвитый оцинкованной стальной проволокой диаметром 0,15—0,3 мм, стеклянными или хлопчатобумажными нитями. Жгуты из стеклянного волокна применяют для изоляции оборудования, работающего при температуре до 450°С; из минерального волокна—для изоляции оборудования, работающего при температуре 600°С.